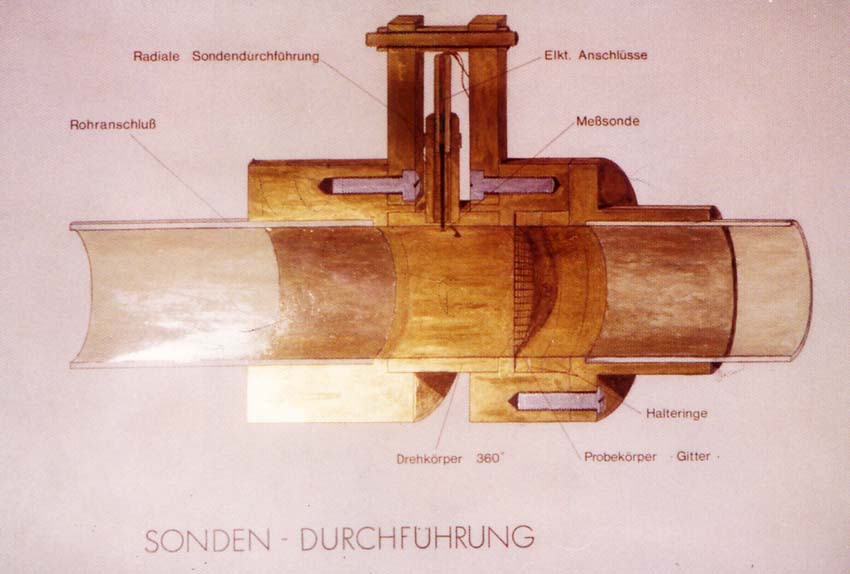
Abb. 17 zeigt die Sondendurchführung als perspektivisches Schnittbild, Abb. 18 im eingebauten Zustand. Drei um je 120° versetzte Schraubenverbindungen halten die Rohransclüsse zusammen. In der Mitte ist ein Drehkörper –360° drehbar- mit der radialen Sondeneinführung eingepasst. Durch eine Schraube mit Feingewinde lässt sich die aufgebohrte Sondenführungsstange radial einfahren ohne sich selbst mitzudrehen (Drehbleistiftprinzip). Die Anschlussrohre werden ein eingepasst. Hinter bzw. vor der Messsondeneinführung – je nach der Strömungsrichtung – sind zwei Halteringe zur Aufnahme der Probekörper eingepasst. Je nach der Einspannstelle kann dadurch der Abstand Sonde – Probekörper 3fach variiert werden. Sollen Probekörper eingesetzt werden, brauchen nur drei um 120° versetzte Schrauben gelöst zu werden – auf der rechten Seite in Abb. 17. Die gesamte Sondendurchführung wird durch einfache Schmiermitteldichtung abgedichtet. Die Führungsnut der Sondenführungsstange ist allerdings mit Teflon abgedichtet. Die technischen Zeichnungen befinden sich im Anhang.